In-Mold Electronics: challenges in every step?
Aoû 23, 2019
Our report, In-Mold Electronics 2019-2029: Technology, Market Forecasts, Players, suggests that in-mold electronics (IME) can become a market larger than $750m by 2028. The market take-off will however occur only around 2023 or 2024, if not later. This is despite the fact that the technology has been in the making for many years. Indeed, first near-success in the automotive sector came as early as 2013/2014.
This article discusses some of the challenges on the way towards production of a successful IME product. It will also outline some of the key progress made which paves the way towards future adoption. To learn more please visit www.IDTechEx.com/IME. It provides a detailed assessment of the materials, processes, products and prototypes, applications and markets for IME and multiple rival technologies such as molded interconnect devices (MID) or aerosol deposition. Furthermore, this report provides application-segmented ten-year market forecasts and overviews of the key companies across this emerging value chain.
Successful development of an IME product requires a steep learning curve. This is despite the fact that the individual processes used in IME are fairly standard. Indeed, a somewhat similar process, IMD or in-mold decoration, is already commercial. We seek to highlight challenges by contrasting IME with IMD in parts of this article.
Challenges
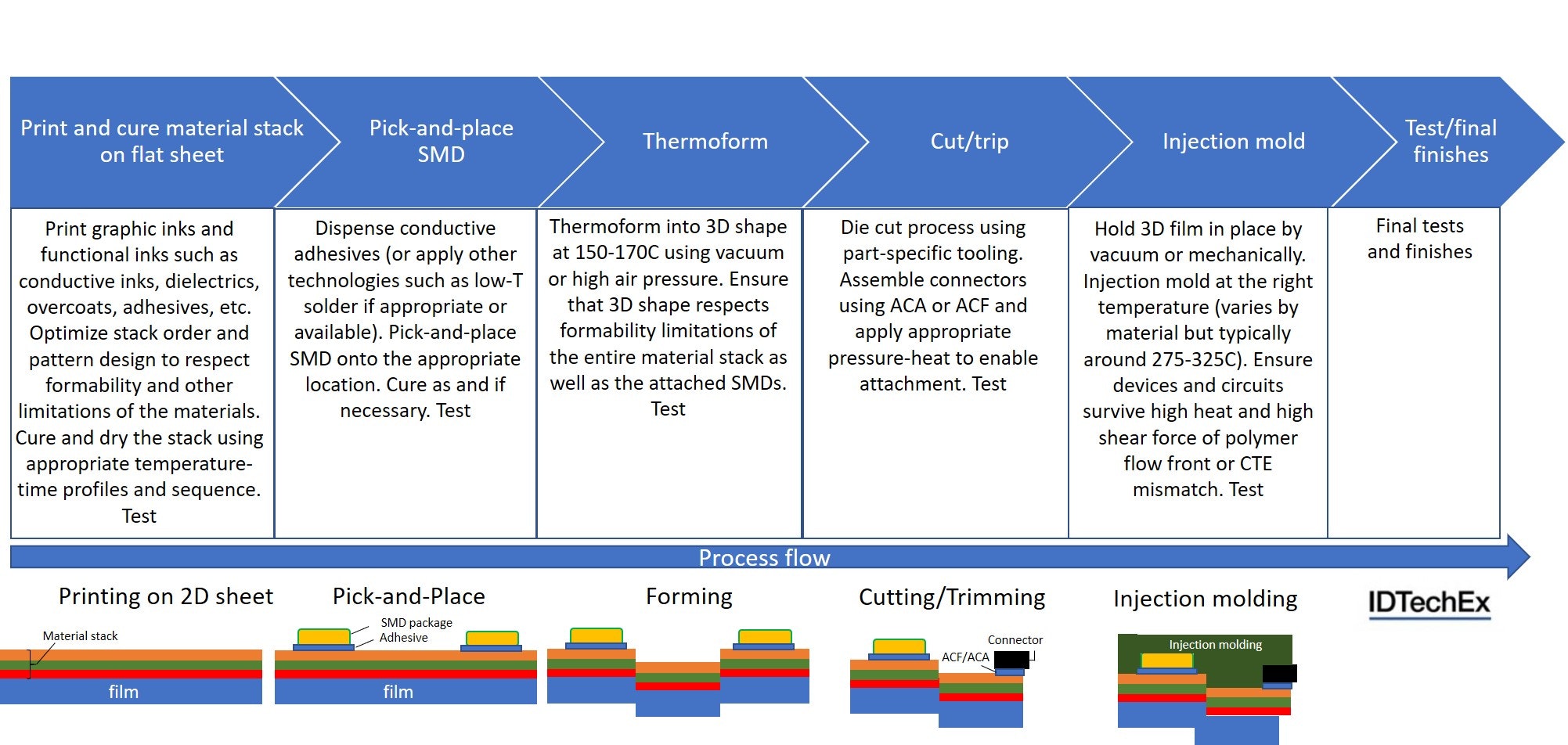
The chart below shows the process steps involved in an IME production. In this article, we consider the differences between a conventional IMD and an IME process to highlight development challenges.
Printing on flat sheets: the material set is different between IME and IMD. In a conventional IMD, graphic inks are printed and the color quality is carefully controlled. In IME, functional inks, or stacks of functional materials, will need to be printed. This will require learning as the printing and drying conditions are different. The procedures might also be different depending on the specific set of materials used in the stack and the order in which the materials are arranged in the stack. The curing conditions, especially drying times and rates, are also different and require process as well as equipment adjustment. The printing will also require careful control of thickness so that the designed electrical properties are retained after the forming step. This step of deposition and curing functional materials on a flat sheet can reduce yield, e.g., 2% loss or so.
Pick-and-place: in IME, electronic devices will need to be placed. This will require a pick-and-place machine. It will also likely require the use of special dispensed conductive adhesives for surface mounting. In most cases, the SMDs are placed whilst the film is flat. This makes the pick-and-place easier. It will however require the development of design guidelines for part placement so that the subsequent 3D forming steps do not cause damage. Some have proposed doing the pick-and-place on an already-3D-shaped film. This will require special dispensing and pick-and-place machines able to manoeuvre in 3D spaces and will slow down the throughput. As such, this approach is not very attractive. The dispensed adhesives will also need to be cured without affecting the properties of previous layers.
Today there is some work to develop ultra-low-temperature solders compatible even with heat-stabilized PET substrates. The benefit of solder over conductive adhesives would be that (a) it would simplify part placement control due to their intrinsic orientational correction characteristics, and (b) it would provide a roadmap for supporting more complex ICs with higher I/O counts. For now, however, conductive adhesives dominate. Finally, note that the IC package is important. Since the conductive lines are screen printed the linewidths will be wide. As such, only packages with wide pin pads and pin spacings will be compatible with the process. This already points towards a further future evolution towards narrow metallization techniques. That would, however, require the development of appropriate ink sets compatible with IME processes and narrow linewidth printing techniques.
To learn more about the technical as well as commercial aspects of this emerging opportunity refer to the IDTechEx Research report In-Mold Electronics 2019-2029: Technology, Market Forecasts, Players.
3D Forming: the next step is 3D forming, e.g., thermoforming. The equipment set is similar to that used in IMD. However, process optimization will be required. This is because the thermoforming must respect the formability limitations of the functional materials and stacks thereof. Design knowhow will play a key role here because by design the circuit patterns and the placed parts can be in locations which experience the least change in dimension. Note that enabling this step in IME has required extensive material innovation. This is because the printed functional inks will need to be stretched. The conductors will be required to give a predictable behaviour and the insulators/cross-overs will need to remain pin-free and insulating on the substrate of interest (PC or PET or even on graphite inks). This has required the development of special inks with the right resins, the right particle distribution/morphology, and so on. The limitations of the materials dictate many design and process restrictions. As such, intimate knowledge of their workings, characteristics, and performance limits is essential. Finally, note that the thermoforming step will have an elevated temperature (150-170C). The impact of this will need to be considered in performance of previously cured or partially cured materials.
Trimming/cutting: the next step is to trim the film. Here, some die-cut process using part-specific tooling is carried out. One then proceeds to the connector assembly step. The connectors provide the connection to the outside world. The connectors are mounted, probably using an anisotropic conductive adhesive or film. This will require additional tools for applying the appropriate heat and pressure profile.
Injection molding: the film will be vacuum or mechanically held in place to allow injection-molding to take place. Depending on the application, the injection volume can be very large. The process also requires optimization, e.g., no air bubbles. This step takes place at a high temperature. As such, the printed circuitry and the formed material stacks will need to retain functionality after experiencing high temperatures and after coming into contact with the molding resin chemicals. Note that the temperature will depend on the resin. For example, PC, PMMA, and TPU will require 260-340c, 240-280C, and 190-210C, respectively.
The molding process can also impact the commercial electronic packages used on the formed film. The high pressure (100MPa or so) can compress any gas trapped inside the package, thus deforming the package. The shear forces in the molding process can cause the component to detach. This risk is most acute when the polymer flow front arrives at the component site during the injection molding process. The change in temperature can also create stress via CTE mismatches, potentially deforming or detaching the SMEs. The selection, or development of, suitable packages can help here. Note that some firms are already responding to this market need.
Note that the products must remain functional in the field after deployment. This is particularly important given the industry's past experiences and given the irrepairability of the structurally-embedded electronics. The reliability is closely linked to how the materials change their property as they experience heat, humidity, etc. It is also closely linked to the design and the material stack, and how that impacts and is impacted by moisture ingress.
In this article we mainly discussed the technical challenges, showing that, for example, an IMD maker can not overnight become an IME maker, and that it requires learning and significant adaptations. The process can be accelerated with the aid of strong technology and knowhow transfer. It should be noted that there are also many market challenges. We however postpone the discussion of these to another article.
Our report, In-Mold Electronics 2019-2029: Technology, Market Forecasts, Players, suggests that many prototypes and products are emerging in consumer goods, home appliances, and even interior and exterior of vehicles. The market will substantially grow in the coming years, exceeding $750m by 2028. The ability to design, produce, or integrate IME-made parts will become a strategic knowhow and competency for many firms worldwide. Many have already started actively building up competency. Others will need to follow suit if they don't want to fall behind.
To learn more about the technical as well as commercial aspects of this emerging opportunity refer to the IDTechEx Research report In-Mold Electronics 2019-2029: Technology, Market Forecasts, Players or contact us at research@IDTechEx.com. This report provides segmented market forecasts, assessment of key technical challenges and the latest application developments, and overviews of the key players in the value chain. It covers IME but also competing technologies such as aerosol or molded-interconnect-devices (MIDs).
Top image: DuPont